
BREWERY FACTORY AUTOMATION
- Ultraviolet(UV) treatment
- Water Pre-Treatment – Removal of suspended solids & Bacteria
- Iontec – Water Softening & Demineralization
- Revotec – Reverse Osmosis
- PureSteam – Pure Steam Generation
- DGS – Membrane water deaeration
- DeGas-Cold – Column water Deaeration
- DeGas-Hot – Column water Deaeration
- Easyomer – Hops Pre-isomerization
- Wort Cooler – Cooling of wort
- Wort Aerator – Aeration of wort
- YeastPitch – Pitching of yeast
- Yeast Thermolizer – Inactivation of yeast
- Yeast Propagator – Propagation of yeast (yeast Management)
- Yeast Recycler – Recovery of Beer from yeast
- Blender – High Gravity Blending
- ADos – Additive Dosing
- CarboBlender – High Gravity Blending & Carbonation
- Carbonator – Carbonation
- DeCarbonator – DeCarbonation & Carbonation
- Nitrogenerator – Nitrogenation
- MultiMixer – Multi Component Mixing
- FlashPasto – Flash Pasteurization
- DeAlco Tec – Dealcoholization of beer
- CIP – Cleaning-in-place
- Unipressure System – Tank Pressure control system
- Craft Line – Skids for craft breweries
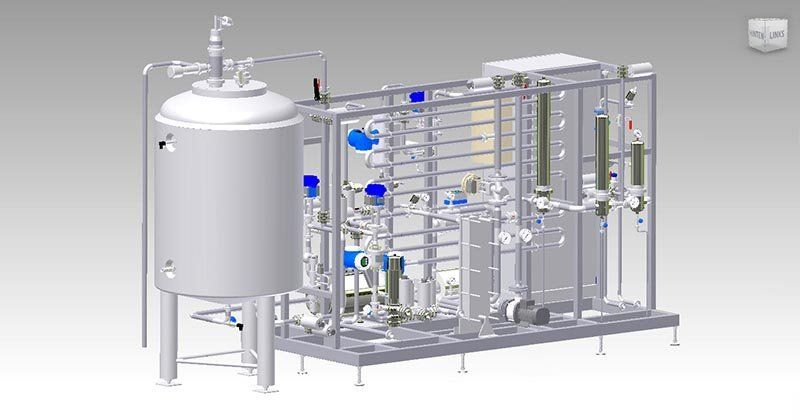
WATER SOFTENING & DEMINERALIZATION IN BREWERIES
Water Softening & Demineralization for the Brewery Industry
IONTEC

MEMBRANE WATER DEAERATION FOR BREWERIES
Membrane water deaeration for the Brewery Industry
DGS

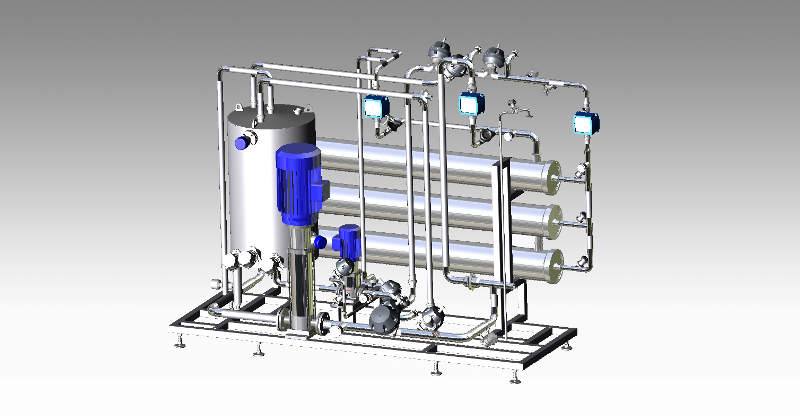
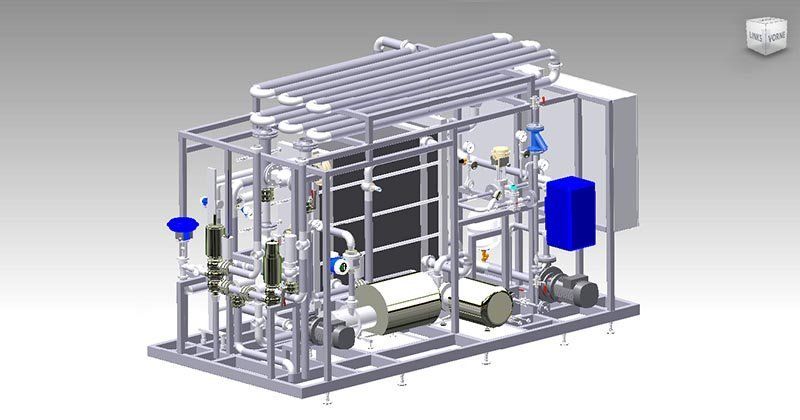
REVERSE OSMOSIS FOR BREWERIES
Reverse Osmosis for the Brewery Industry
REVOTEC
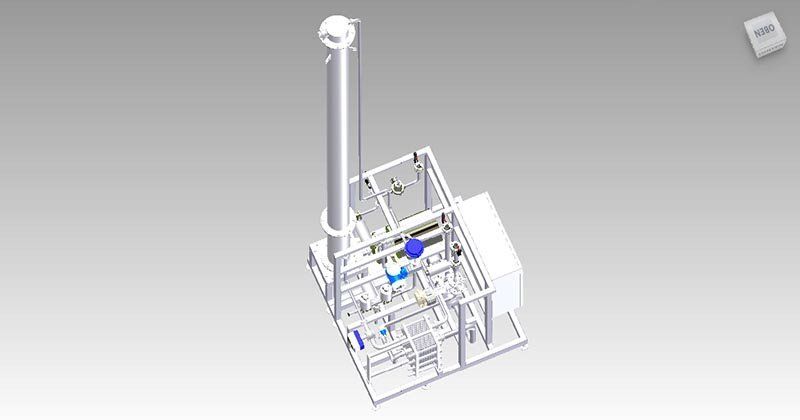
COLUMN WATER DEAERATION FOR BREWERIES
DeGas-Cold - Column water deaeration for the Brewery Industry
DeGas - Cold
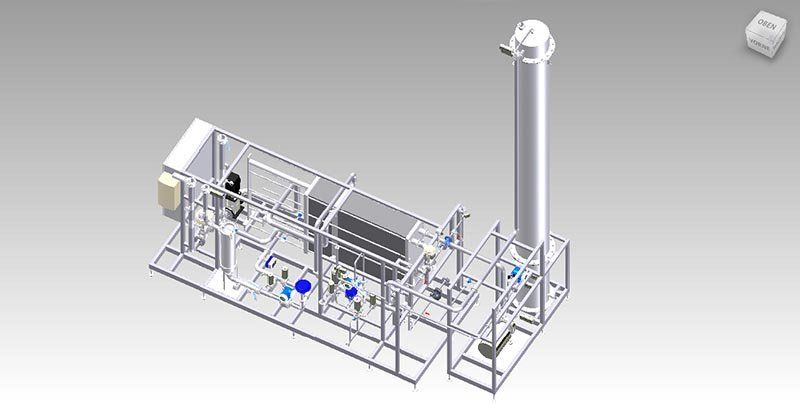
COLUMN WATER DEAERATION FOR BREWERIES
DeGas-Hot - Column water deaeration for the Brewery Industry
DeGas - Hot
HOPS PRE-ISOMERIZATION FOR BREWERIES
Easyomer – Hops Pre-isomerization for the Brewery Industry
Easyomer

COOLING OF WART IN BREWERIES
Wort Cooler – Cooling of wort for the Brewery Industry
Wort Cooler
AERATION OF WORT IN BREWERIES
Wart Aerator – Aeration of wort for the Brewery Industry
Wort Aerator
PITCHING OF YEAST FOR BREWERIES
YeastPitch – Pitching of yeast for the Brewery Industry
YeastPitch
PURE STEAM GENERATION FOR THE BREWERY INDUSTRY
Pure Steam Generation for Breweries
PureSteam
INACTIVITATION OF YEAST FOR BREWERIES
Yeast Thermolizer – Inactivation of yeast for the Brewery Industry
YeastThermolizer
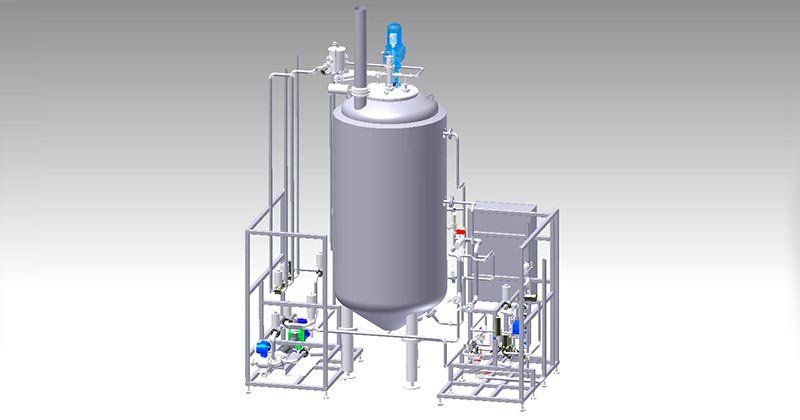
PROPAGATION OF YEAST FOR BREWERIES
Yeast Propagator – Propagation of yeast for the Brewery Industry
Yeast Propagator
RECOVERY OF BEER FROM YEAST FOR BREWERIES
Yeast Recycler – Recovery of Beer from yeast for the Brewery Industry
Yeast Recycler
CLEANING-IN-PLACE FOR BREWERIES
CIP – Cleaning-in-place for the Brewery Industry
CIP

HIGH GRAVITY BLENDING FOR BREWERIES
Blender – High Gravity Blending for the Brewery Industry
BLENDER
HIGH GRAVITY BLENDING & CARBONATION FOR BREWERIES
CarboBlender – High Gravity Blending & Carbonation for the Brewery Industry
CarboBlender
CARBONATION FOR BREWERIES
Carbonator – Carbonation for the Brewery Industry
Carbonator
DECARBONATION &CARBONATION FOR BREWERIES
DeCarbonator – DeCarbonation & Carbonation for the Brewery Industry
DeCarbonator
NITROGENATION FOR BREWERIES
Nitrogenerator – Nitrogenation for the Brewery Industry
Nitrogenator
ADDITIVE DOSING FOR BREWERIES
ADos – Additive Dosing for the Brewery Industry
ADos
MULTI COMPONENT MIXING FOR BREWERIES
MultiMixer – Multi Component Mixing for the Brewery Industry
MultiMixer
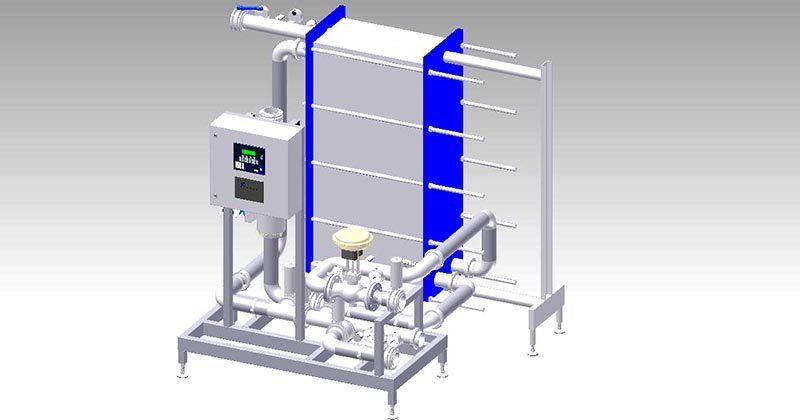
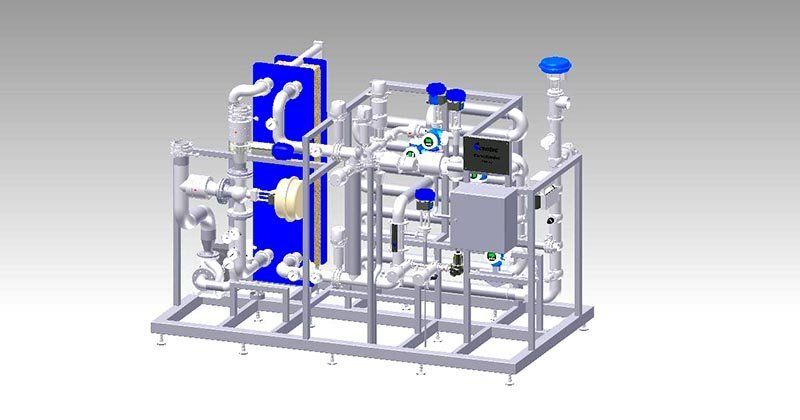
FLASH PASTEURIZATION FOR BREWERIES
FlashPasto – Flash Pasteurization for the Brewery Industry
FlashPasto
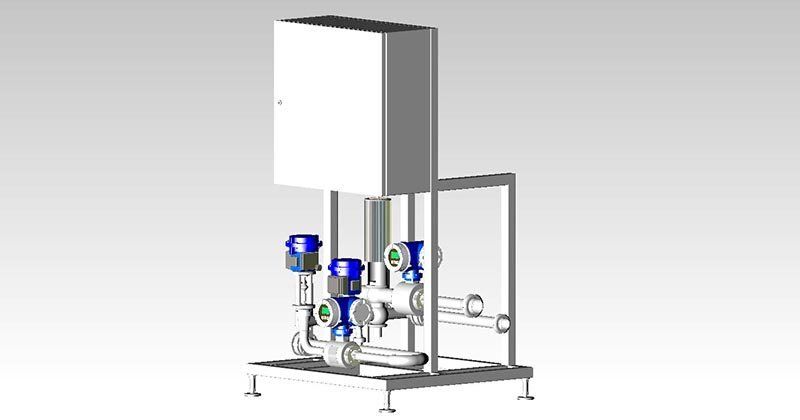
TANK PRESSURE CONTROL SYSTEM FOR BREWERIES
Unipressure System – Tank Pressure control system for the Brewery Industry
Unipressure System
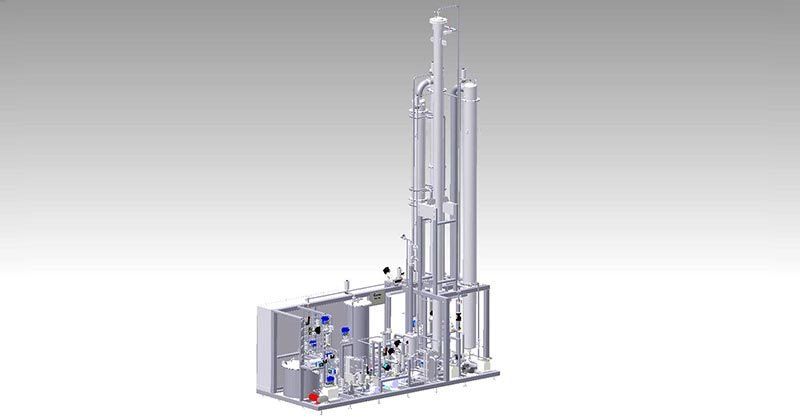
DEALCOHOLIZATION OF BEER FOR BREWERIES
DeAlco Tec – Dealcoholization of beer
DeAlco Tec
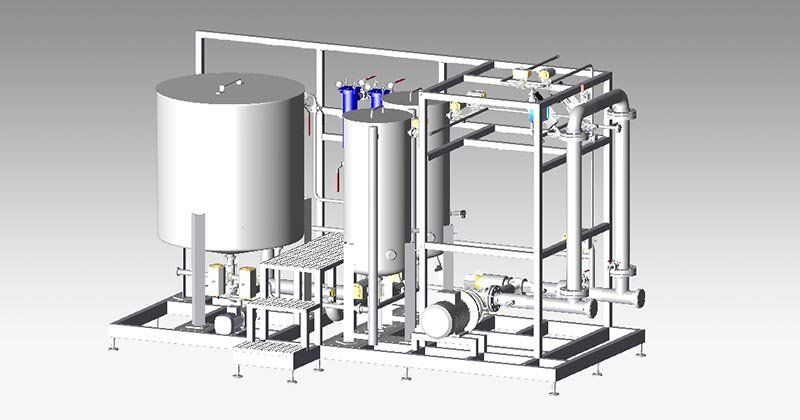
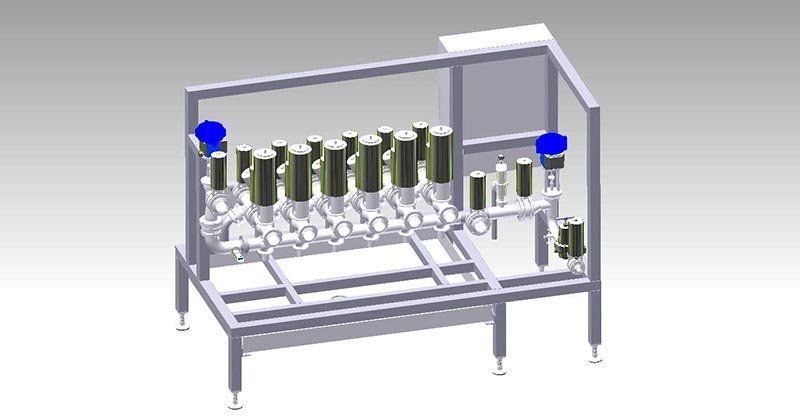
WATER PRE-TREATMENT FOR BREWERY INDUSTRIES
Water Pre-Treatment for the Brewery Industry
WATER PRE-TREATMENT

Sand & Multi Media Filter
A sand filter only uses sand as filter medium. Whereas a multi media filter typically have 3 to 5 layers of different media types. Both are back-flushable. In a sand filter the smallest particles are trapped at the top of the media bed, while larger ones sink deeper proportional to their mass. The result is a very limited use of the media depth, because virtually all filterable particles are trapped at the very top of the filter bed. Multi media filters use several layers of different materials, each having a significantly different density. Due to the layering, larger particles are removed first at the top of the media bed, while smaller particles are trapped further below. Trapping particles in this manner, results in more effective removal of contaminants, even of very small turbidity forming particles. Furthermore, longer run times between backwash cycles are achieved.
De-Ironizer
Dissolved iron and manganese are removed from water by oxidation and subsequent filtration. Fe2+ is oxidized to Fe3+, which with oxygen, forms the insoluble iron complex Fe(OH)3. Mn2+ is oxidized to Mn4+, which with oxygen, forms insoluble MnO2. An ideal and low-cost method of providing oxidation is to use the oxygen in air as the oxidizing agent. For removal of the insoluble iron and manganese gravel can serve as filtration media. By cyclical back-flushing the iron and manganese particles are washed out and removed.
Activated Carbon Filter
Activated carbon filtration is a method of filtering that uses a bed of activated carbon to remove contaminants by chemical absorption. Due to the highly porous structure of activated carbon, each carbon particle provides an extremely large surface area. Contaminant molecules are trapped inside this structure. Activated carbon adsorbs organic substances which cause odours and tastes. Furthermore, it acts as a catalyst in contact with free chlorine supporting the reaction of free chlorine to harmless chloride ions.
Disinfection
Chlorine is an inexpensive treatment method for deactivating microorganisms like bacteria and viruses. Stored in pressurized containers, it can be injected as a gas directly into the water. Alternatively, a sodium hypochlorite solution can be used. This solution is easier to handle than chlorine gas. Disinfection can also be achieved with calcium hypochlorite, a solid disinfectant. This form can be stored as powders, granules or tablets. Ozone (O3) is another powerful oxidizing agent. It is pumped into water systems to kill biological contaminants like bacteria and viruses. Since ozone gas is very unstable, O3 needs to be created on site. Ozone is pure active oxygen and produces no residual odours or tastes in water. Also ultraviolet (UV) light can be used to kill harmful microorganisms. The UV process is an attractive option in many cases because it is chemical-free and investment costs are low.
PROCESS SYSTEMS FOR CRAFT BREWERIES
Craft Line – Process Systems for craft Breweries
Craft Line

ULTRAVIOLET (UV) LIGHT TREATMENT IN BREWERIES
Ultraviolet (UV) light for the Brewery Industry
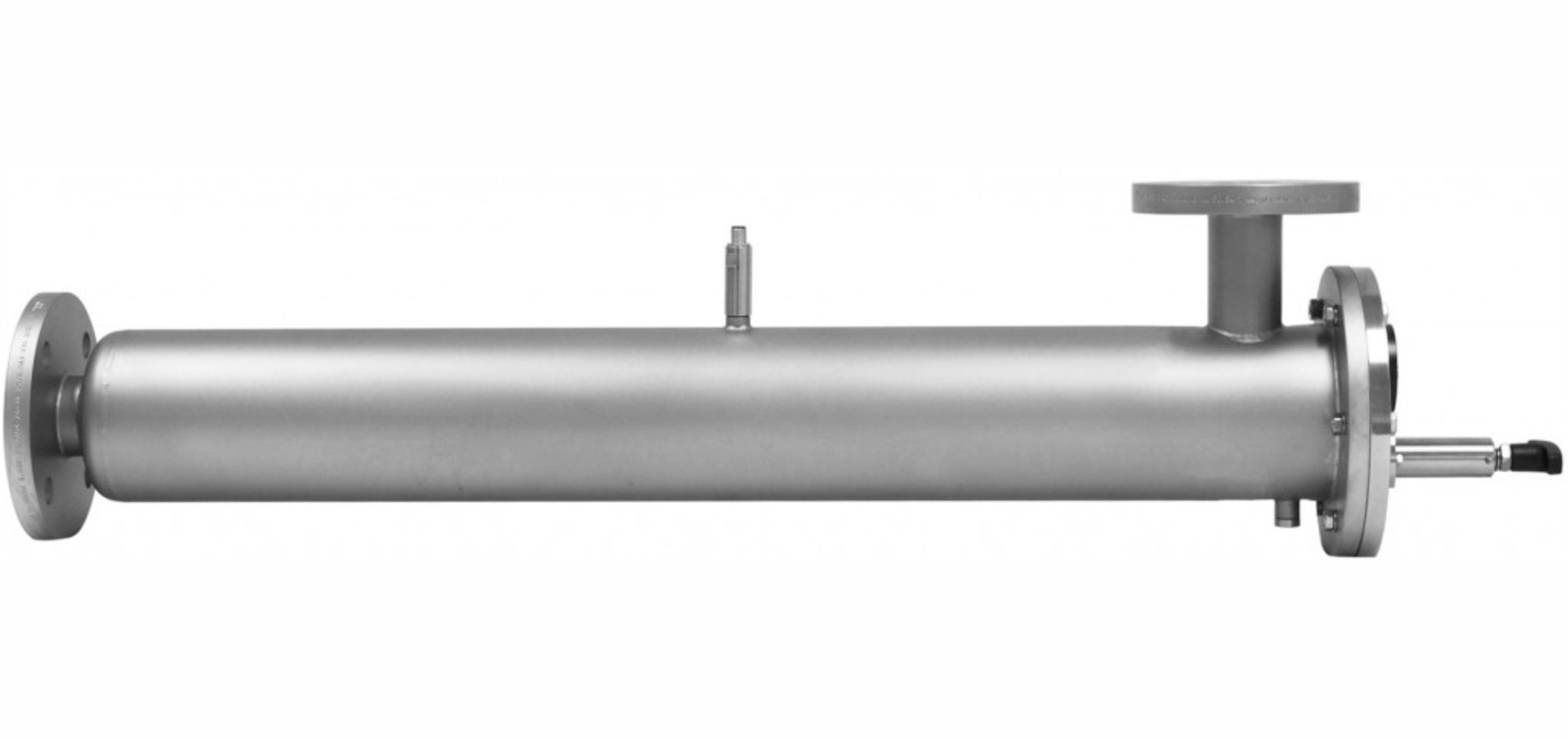
BetaLine UV
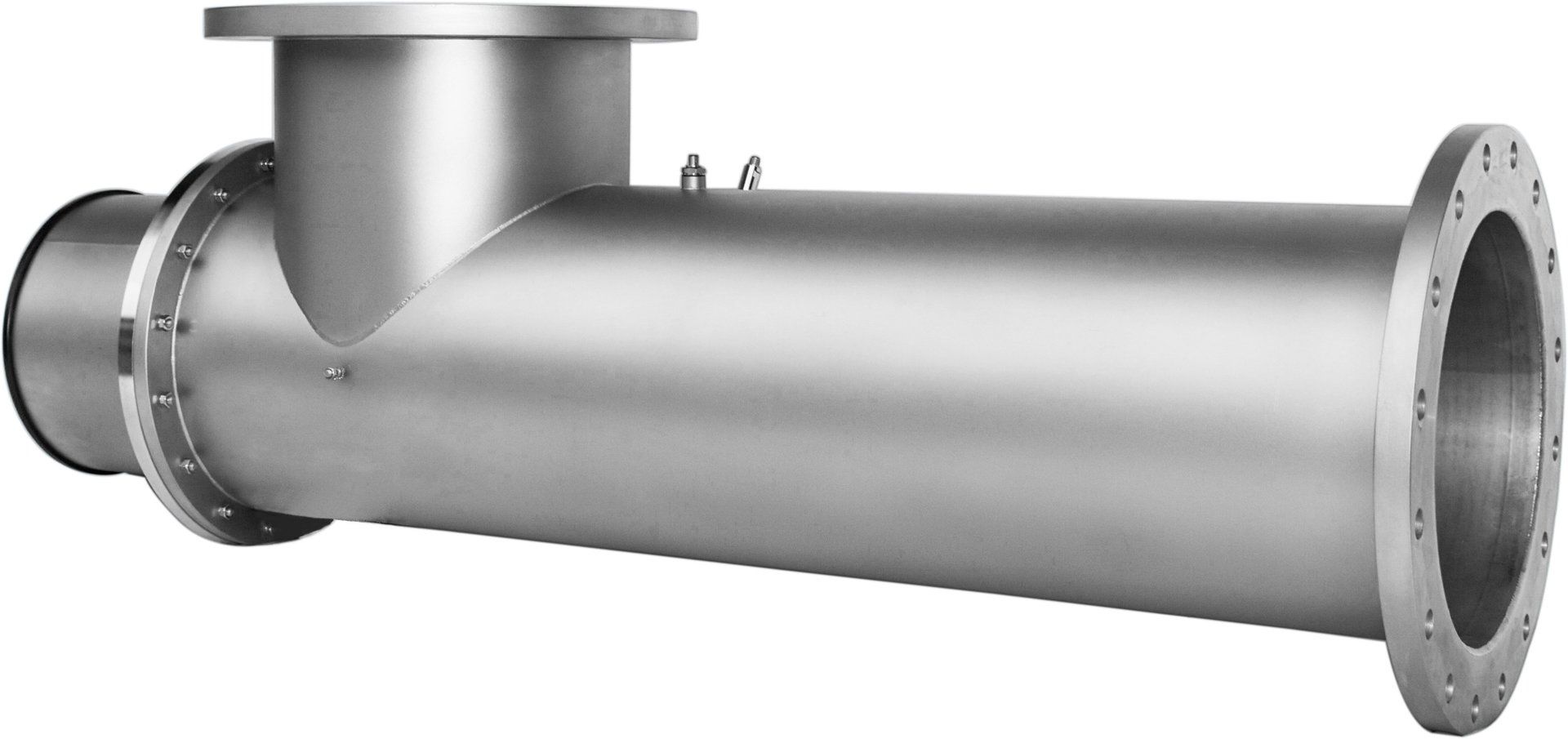
BetaLine-E UV

AlfaLine UV
